——氮肥企业脱困之路(上)

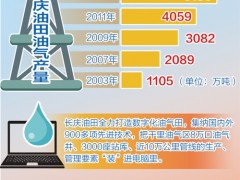
随着天然气“价高气短”的形势日趋严峻,贵州赤天化股份公司成功实施“汽改电”工程,将置换出的燃料气转化为原料气,在天然气供应总量不变的情况下,实现年增产尿素近5万吨。图为技术人员正在检测电机运行情况。 (张婷婷 摄)
“现在合成氨市场价格是每吨2300元,尿素价格已跌破每吨1700元,企业赔得一塌糊涂。”这是一位企业代表在前不久召开的第19届氮肥、甲醇净化技术交流年会上的发言。他的话,得到不少与会企业的认同。
为什么会出现这样的现象?“追根溯源,产能过剩是最根本原因。”全国化肥工业信息总站常务副站长郑伟中告诉记者,“2012年,我国尿素产量同比增长7.69%;今年1~4月,我国尿素累计实物产量约2406.22万吨,同比增加13.9%;5月,尿素产量同比增长5.82%,开工率在77%以上,产能之大、开工率之高,近几年前所未有。”
然而,拐点从今年6月份开始出现。统计数据显示,今年6月国内尿素企业开工率76.37%,环比下滑1.78%,同比下滑1.99%;7月4日,尿素企业开工率74.33%,环比下滑0.48%;7月11日,尿素企业开工率69.79%,环比下降4.54%,开工率正在明显下降。
面对不景气的形势,业内人士指出,千方百计降成本,已经成为氮肥企业当前的首要任务。

为降低成本,晋煤天源公司对物资进行精细化管理。(何彦祺 摄)
改变原料结构
对于一些氮肥企业来说,改变原料结构成为降低成本的首选。
河北阳煤正元化工集团有限公司总经理刘金城告诉记者,在原料方面,他们通过两条腿走路。“一方面,在型煤制气装置上,我们用煤棒替代煤球。公司下属的中冀正元公司现已实现一半的替代量,准备在7月实现全部烧煤棒,把自产的粉煤全部消耗掉。这样,1吨合成氨可因此降低原料成本200多元。另一方面,我们计划在柏坡正元公司采用粉煤或水煤浆加压气化技术,改变原料路线。在这方面,行业内已在大装置上做到了,但在中、小装置中使用的还比较少。我们将率先在这方面进行尝试,并且利用好企业原来的净化系统、合成系统,还有公用工程,用相对少的投资来改变原料结构,应对困境。”刘金城如是说。
山西阳煤丰喜肥业(集团)有限责任公司总经理韩喜民则告诉记者,鉴于目前的市场状况,公司采取了一厂一策的办法,不拘一格降成本。以原料路线调整为例,平陆、稷山公司造气掺烧粒级煤,新绛公司造气烧煤棒。经过3个月的试烧,平陆、稷山公司已实现全烧粒级煤,新绛公司年产15万吨煤棒项目也通过了72小时考核。通过改造原料煤路线,平陆公司合成氨成本降低了169元/吨,稷山公司合成氨成本降低了138元/吨,新绛公司合成氨成本降低了82元/吨。下一步,公司将对比分析各公司烧型煤的优缺点,组织相关公司展开交流、扬长补短,并在下雨天气粒级煤掺烧、提高入炉煤筛选质量、寻求制型煤所需低价煤等方面采取措施,以期进一步减少消耗、降低成本。
调整产品比例
不少氮肥企业也生产甲醇,然而,当前甲醇市场情况并不好。据了解,今年6月,国内甲醇装置开工率只有57.13%,甲醇市场价格也只有每吨2300元,就连焦炉煤气制甲醇这个之前因资源综合利用而赚得钵满盆盈的领域,目前也因焦炭市场低迷而出现“上气不接下气”,限产、停产企业与日俱增。
“2008年之前,甲醇市场行情喜人,促使国内一大批甲醇装置纷纷上马。但是,到2008年下半年,受全球金融危机影响,国内甲醇市场持续低迷,部分装置被迫减产,有的甚至停产,装置利用率大大降低。反观这些年的合成氨市场,虽然有所波动,但总体可以保本微利,维持正常生产经营。为摆脱困境,我们对临猗公司年产10万吨甲醇装置进行了改造,建成甲醇和合成氨联产装置,两种产品的比例可根据市场需要,很方便的调节。这样,可以降低市场波动带来的风险。“韩喜民说。
刘金城也指出,现在甲醇价格和液氨价格相近,都在每吨2300元左右,为此,该公司正通过变换甲醇工艺条件,逐步调整工艺,增加低变催化剂的量,增加反应时间,最大限度降低一氧化碳的量。他们目前的目标是把所有系统的一氧化碳产生量降到1%以下,使甲醇产量在总氨系统中所占的比例达降低到7%~8%。他们还采取措施,解决低一氧化碳条件下运行甲醇系统的自热问题,从产蒸汽流程向外加热流程转变,力争砍掉电炉,尽量压缩甲醇产量,减少亏损。
不仅是这2家企业,据了解,山东晋煤明水化工公司于2012年就采用双低压醇氨联产工艺,首先对年产10万吨甲醇装置进行了改造。现在,该公司又正在对年产30万吨甲醇装置进行施工,以图破局。

四川美丰化工股份有限公司检修人员正在对循环水工段进行节能改造。 (陶勇 摄)
借力挖潜改造
“其实,如果能因企制宜进行挖潜改造,即便是在目前这样严峻的形势下,氮肥企业依然可以做到盈利。”江苏灵谷化工有限公司副总经理边维山这样认为。
“我们总公司的二期技改工程一两年内就会投产,届时氮肥分公司的老系统将停产,但是目前我们氮肥分公司的尿素吨完全成本在1750元左右,目前还有利润可赚。”边维山欣慰地说。
一个上世纪60年代建厂,至今还在采用固定床造气、湿法脱硫、全低变变换、碳丙脱碳、铜洗精制等工艺的氮肥企业,缘何能将成本做到全国前列?“我们的诀窍就是小改小革、挖潜增效。我们认为,水、电、煤、气等各方面都是可以节能的。经过一步步改造,我们把老装置的潜能发挥到了极致。”边维山说。
“我们回收本公司和大化分公司的多余二氧化碳,建设年产10万吨工业级二氧化碳项目,每吨能赚150元左右;对4台压缩机进行扩缸改造,增加了打气量,减少了压缩功损,台时产量从300千克提高到了360千克;对10台煤气发生炉进行自动除渣系统改造,在业内首家变固定床间歇式生产为连续生产,减少了停炉时间、热能损失,吨氨煤耗降低20~30千克;在安全联锁系统的保障下,回收甲烷气进入造气炉制氢,每小时能回收1000多立方米甲烷,节煤20~30千克。通过技改提高效率后,我们还精简了人员,现在公司年产13万吨合成氨项目所有员工是430人,人工成本就比别人低一大块。通过这些措施,我们真正做到产能上去了,消耗下来了,效益上去了,人员下来了。”边维山如数家珍,“实际上,再过1年多,总公司的二期项目就开车了,氮肥分公司不技改也可以。但是,我们还在积极改造,就是要在转型的时候使原来小氮肥这块能做成业内典范,即使关掉我们也不遗憾。这是我们董事长谈福元的主张。”
河南心连心化肥有限公司二分公司副厂长王天峰告诉记者:“我们原本是一家再普通不过的传统化肥企业,经过多年的技术创新,二氧化碳可以回收利用了,水煤浆加压气化技术使原煤消耗降低,我们还在全国同行业率先实施氮肥废水综合治理回用工程。通过这些措施,在2012年的石化行业能效领跑者评选活动中,我们成为以无烟煤为原料的合成氨综合能效水平第一名。对于企业来说,功夫要下在平日,不能临时抱佛脚。”
采用先进技术
“我们并不担心目前的困难局面,因为公司在新技术和节能改造上做足了文章。”山西天泽煤化工集团股份公司副董事长、总经理马月生说,“比如我们采用全低温喷水增湿变换工艺和新型氨合成技术,实现合成氨系统的蒸汽自给有余;建设18兆瓦余热回收发电项目,在有效减少尾气排放的同时,可实现年发电约4000万千瓦时,节约标煤约14000吨,新增产值约1500万元。”他告诉记者,今年1~5月,天泽集团吨合成氨综合能耗为1110千克标煤,较去年同期下降3.9%,与符合国家标准的综合能耗为1500千克标煤的企业相比,该公司吨合成氨成本要低400元以上。这就是他们的成本优势,也是他们不担心的主要原因。
王天峰也介绍,为了进一步降低成本,心连心正在建设的第四条生产线采用了世界先进的煤气化技术,今年8月建成投产后,企业生产成本还可降低16%以上。公司的第五条生产线计划于2015年投产,届时将形成年产尿素260万吨、复合肥165万吨的规模,综合竞争实力将跻身全国煤头氮肥企业前三位。
刘金城表示,近年来,他们先后对3个化肥厂的合成系统实施全面升级改造,新上了3套大合成系统,代替了原来的6套系统。新系统投运以后,吨氨电耗可降低150~200千瓦时,吨氨成本可降低60元左右。
山东鲁西化工集团第二化肥厂副厂长张同峰告诉记者,面对当前的形势,该公司不仅全力以赴进行降本增效活动,而且为提高经济效益和市场竞争力,还利用现有厂房引进了包衣控释肥技术。目前,公司正在积极建设一套年产1万吨的控释尿素装置。项目建成后,有利于全面提升鲁西品牌在行业内的影响力。
在当前较为低迷的市场环境下,并非所有氮肥企业都叫苦连天。一位与会的西部大型氮肥企业负责人就表示,由于企业采用了粉煤气化装置,尿素完全成本只有1500多元,在目前状况下还有200多元的利润。“我们倒是希望这次的危机再猛烈些,这样就会有更多的落后产能被淘汰,尿素价格才能回归理性。”这位负责人如是说。
记者了解到,不仅是这家企业,2010年以后新投产的尿素企业均具备低成本优势。因为这些企业大多采用褐煤装置、粉煤气化装置,或稍加改进的烧型煤装置。新疆的有些新装置,尿素完全成本仅为1200元/吨甚至更低,其竞争力不言而喻。从客观角度看,这些尿素企业提升工艺、压低成本的做法不仅是为了当前盈利,更是为了应对未来可能出现的行业整合。
编者按 最近,氮肥企业的日子并不好过,主要体现为开工率降低、市场价格下挫。当前,合成氨价格已从年初的每吨2900~3000元下降到2300元以下;尿素价格从年初的每吨2100~2200元下降到现在的1700元甚至更低,已全面跌破行业盈亏平衡点。
不少企业负责人甚至表示,当前氮肥行业形势严峻,面临全面亏损的困境。在这种情况下,企业该如何脱困?为此,我们组织了这组关于氮肥企业脱困之路的专题报道,分上下篇反映行业现状和部分企业的对策措施,希望能给更多业内企业有益的启示。

中原大化公司员工正在进行节能技改。 (吕标伦 摄)