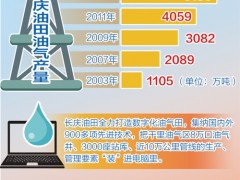
兖矿煤化:收拢五指搏市场 兖矿煤化供销有限公司正式运作了不到4个月的时间,就遇到了国际金融危机,国内甲醇市场形势急转直下。在甲醇行业面临危机的同时,甲醇生产企业和客户之间也在经历着一场广泛的“信任危机”,特别是中小客户对中小生产企业的信任感更是下降到了历史的最低点,客户迫切希望与实力雄厚、信誉度高的生产企业开展合作。
在这种情况下,兖矿甲醇品牌整合的优势充分显现出来。兖矿煤化供销有限公司按照“品牌统一、销售统一、价格统一、服务统一、管理统一、人员统一”的管理理念,进行兖矿品牌的建设和推广。
同时,兖矿煤化供销公司提出了构建产品销售、煤炭供应和物流集散三大营销网络的战略,着手与国内一大批有经济实力和良好社会信誉的大客户建立长期合作关系。
通过精心运作,煤化供销公司现已形成以兖矿、榆林、神华、山西晋城为主,以贵州、新疆及鲁西南地方矿为辅的煤炭供应网络;以济南局和上海局为中心的铁路运输、以滕州滨湖化工港为中心的内河航运,以江阴华西、江苏海企、张家港、常熟等码头为中心的沿江航运,以日照港为中心的海运等物流集散网络;甲醇产品现已形成以临沂、苏北为核心区域,以淄博、连云港、盐城、扬州、常州为辅助区域的销售网络。全文进入
海油建滔:长周期生产显竞争优势 8月9日,记者从中海石油化学股份有限公司海南基地2010年中期工作会上获悉,今年上半年,在甲醇市场持续低迷的形势下,该公司控股的中海石油建滔化工有限公司60万吨/年甲醇装置仍然取得了良好的经济效益,产量、销售收入、利润及上缴税金等各项经济指标同比大幅度增长。2009年,该装置的产量超过了设计产能,全年收入近10亿元,利润2亿多元,上缴税金1亿多元。
业内有个一致的看法,长周期运行是大型化工装置降低成本的根本途径。海油建滔近几年的生产经验就印证了这一点。
近年来,国内其他天然气制甲醇企业都陷入气量不足、气价上涨的被动局面,无法实现装置高开工率,导致成本过高。然而,海油建滔甲醇装置的原料天然气来源于中海化学的母公司中海油运营的东方1-1气田。该气田位于距海南省东方市100千米处的南海海域,可采天然气储量近1000亿立方米,年产天然气24亿立方米。产出的天然气主要用于海南省的化肥、甲醇生产和发电,其中甲醇装置的年需求量约为8亿多立方米。这为该公司设备的长周期运行提供了先决条件。全文进入
上海焦化:与基地一体化增效益
上海焦化是上海华谊集团旗下的煤化工生产企业,目前具有年产冶金焦60万吨、甲醇80万吨、一氧化碳3亿立方米及苯酐、醋酐、工业气体等产品的生产能力。但上海焦化远离煤资源产地,在获取资源上没有优势可言。加之近年来城市发展定位、举办世博会对安全环保的要求进一步提高,及上海人工成本居高,对上海焦化都形成了巨大的挑战。
那么,为什么上海焦化甲醇装置开工率能大大高于全国平均水平,并实现盈利?上海焦化公司总经理史习能在接受记者采访时表示,在华谊集团的统筹下,上海焦化与吴泾化工基地其他企业推行一体化发展战略,将吴泾基地累积50多年的产业链较长、多品种产品物料互相循环利用的优势充分发挥,通过集约化、循环式的发展,弥补劣势、做足优势。
记者在采访中看到一幅“上海焦化与吴泾化工区物流与能量流供应图”,这也是甲醇及相关产品得以消化的“路线图”。上海焦化有相当部分的产品及副产品在吴泾化工区内各企业的产业链上循环或深加工。而上海焦化的甲醇之所以开工率较高,主要是通过甲醇的业内直供及生产过程产业链的循环利用弥补了其在市场上的劣势,并降低了生产成本。全文进入
榆天化:煤气综合利用降成本
“我们正全力推进140万吨/年煤制甲醇项目建设,待明年10月一期60万吨/年装置投产后,将实现不同原料路线的优势互补。更重要的是,我们会将煤制甲醇合成气中富余的一氧化碳引入天然气制甲醇装置中,实现煤气综合利用和两套装置的碳氢平衡。我们希望以此大幅降低成本,提升产品竞争力。”8月12日,陕西榆林天然气化工有限公司总经济师胡克鹏对记者说。
胡克鹏表示,他们已经清醒地认识到,由于国内产能过剩和国外产品低价冲击,甲醇价格可能长期在大多数企业的成本附近甚至成本以下运行。“西部地区众多曾拥有资源和规模优势的甲醇企业举步维艰的现状让我们明白,如果没有原料和工艺路线的创新,如果不能把成本降下来,甲醇企业都将难以摆脱亏损甚至死亡的命运。”胡克鹏说。
榆天化拥有51万吨/年精甲醇的生产能力,而国内一半以上的甲醇企业规模在10万吨/年以下。榆天化有自己的槽罐车和铁路专用线,加上天然气制甲醇杂质含量少、优等品率高,因此与国内其他甲醇企业相比,他们原本拥有规模、运输、产品品质上的多重优势。然而,随着国内天然气价格的上涨、国外低价进口甲醇的大举入境,这些优势已经难以抵挡巨大的外来压力。今年前7个月,企业已经出现了上千万元的亏损。全文进入
“从外部看,竞争激烈市场低迷;从内部看,我们的装置又有特殊性。”大庆油田化工集团总经理王志恒在不久前的生产经营分析会上,指出了甲醇分公司面临的严峻形势。
大庆油田化工集团甲醇分公司现有甲醇生产能力20万吨/年。他们的装置比较特殊。5万吨/年合成氨与国内其他合成氨联醇生产不同,建设时的定位是为醋酸和聚合物装置提供原料,目前在国内尚无同类装置;甲醇装置由于转化炉原始设计不合理,存在转化炉超温等影响安全生产的隐患问题。
该分公司经理张学勇认为,这些特殊性决定,企业如果不立足于现有装置做精,就很难摆脱甲醇生产经营的困境。从原料保障到安全、工艺、设备管理,他们都采取了做精的方法。
在甲醇装置主控室内,记者看到,装置流程画面直观,维护画面条理清晰,机组运行状态完全时时监测。据该公司生产运行部主任刘传广介绍,近年来他们把做精的着力点放在了做精成本核算和技术改造上。去年实施合成系统全收率甲醇分离技术改造之后,合成循环气中甲醇含量由原来的0.69%下降至0.051%,在装置投料量保持不变的情况下,粗甲醇日产量最高达到424吨,每天可多产精甲醇12~14吨,按甲醇销售价格1800元/吨来算,每年可增加收入810万元,达到了增产降耗的目的。
针对各装置水和蒸汽无序排放问题,该分公司实施了全厂凝气和低温乏汽回收利用技术改造,回收锅炉排污水、凝结水和低温蒸汽,实现装置水和低位热能的最大回收利用。项目投运后,每小时回收蒸汽0.5吨,到冬季采暖期还可回收热水1吨/小时,年可创经济效益近60万元。
在做精成本管理上,该分公司认真测算单位产品原料气、燃料气、电、蒸汽、除盐水、循环水及催化剂等化工物料的消耗,完善班组核算制度和台账,将车间当月的产量分解到每个班组,使班组在月初就知道当月的生产任务。根据台账的统计数据,对每天的生产情况和单耗进行分析,总结产量完成情况、超欠产原因、各项消耗的节超原因以及班组的控制措施。全文进入
“界区内,地下管网设计图纸已到;界区外,监理单位已开标;下周煤棚钢结构开标……”8月6日上午,在河南煤化集团中原大化公司乙二醇项目部工程建设例会上, 项目经理部经理周瑞庆正在通报乙二醇项目进展情况。
这个工程是中原大化当前的“头号工程”。说它是“头号工程”,是因为拥有50万吨/年甲醇产能的中原大化,与国内许多甲醇企业一样,今年以来的开工率不足40%,企业已经出现了亏损,加快产品结构调整迫在眉睫。这个项目寄托了企业脱困的希望。
公司董事长、总经理陈国平告诉记者,为了使中原大化突破困境,河南煤化集团经过研究分析,最终确定了思路:依托原有的甲醇装置进行改造,“嫁接”生产附加值高、市场前景好的精细化工产品。
通过综合分析企业的优劣势,他们遴选出了乙二醇项目。
作为一种重要的有机化工原料,乙二醇主要用来生产聚酯纤维、塑料、橡胶、聚酯漆、胶黏剂、乙醇胺等,也大量用作溶剂、润滑剂、增塑剂和防冻剂等。近年来,尽管我国乙二醇的产能和产量增长较快,但仍不能满足国内市场日益增长的需求,每年都需要大量进口。资料显示,2009年中国的乙二醇进口量超过580万吨,比2008年增加12%。全文进入
恒盛化肥:技改提高原料利用率
江苏恒盛化肥有限公司是苏北最大的氮肥生产企业,现有尿素、甲醇生产能力分别为80万吨/年和50万吨/年。“现实很残酷,谁能把产品成本降下来,谁就能获得生存的机会。面对目前的不利局面,我们现在采取的对策就是努力降低生产费用,其中最重要的措施就是在原料煤上做文章。”该公司经营副总经理黄殿富告诉记者。
黄殿富介绍,近些天国内甲醇价格略有上涨,但对大部分企业来说,产品价格还是低于成本。而恒盛公司因为靠技术改造获得了低成本优势,目前就能够实现每吨100元左右的盈利。
据了解,恒盛公司从去年以来累计投入技改资金2亿多元,为降低甲醇及合成氨单位煤耗,提高煤炭转化率实施了多项重点项目。其中包括原料煤筛分预处理,煤气脱硫回收等挖潜项目,新增吹风气回收锅炉、“三废”混燃炉等装置,达到了立竿见影的效果。
据恒盛公司技术副总曹广安介绍,为配合原料煤降耗工作,公司首先对造气系统进行了技术改造。在工艺改进和设备选型上重点考虑了以下几方面因素:一是造气炉体高径比与风机的风压风量相匹配;二是炉壁通风量与炉内物料高度相匹配;三是炉壁与碎渣条之间的高度相匹配;四是蒸汽系统进汽口、进汽量定位相匹配。并根据公司使用块煤等实际情况,选择了炉径2.8米的加压锥形夹套。这些工艺优化和设备改进措施,不仅提高了造气系统的发气量,产生的高压蒸汽大量减少,而且所产的蒸汽还可以直接供变换使用,相应热损失大大减少。这为原料煤降耗和提高转化率打下了坚实的基础。全文进入