在“十一五”期间,我国在丙烯腈、PTA、己内酰胺、醋酸、丁辛醇、双酚A、环氧丙烷等重要有机原料开发关键技术上,通过自主研发和对外合作,取得一系列技术和产业化成果。我国实现丙烯腈主要生产设备国产化,催化剂综合性能也达到国际先进水平;自主研发出国际先进水平的羰基合成制丁辛醇,首次实现丁辛醇项目的关键设备——大型加氢反应器自主设计制造;开发出完整的14万吨/年己内酰胺成套新技术工艺;成功实现大型甲醇低压羰基合成醋酸成套设备国产化;建成我国首套1500吨/年丙烯直接氧化制环氧丙烷项目中试装置;建成我国首套自主知识产权9万吨/年装置离子法双酚A装置;建成重庆蓬威石化百万吨级PTA项目,成功实现PTA生产技术和核心设备的国产化。这些成果大大提高了我国重要有机原料的先进生产技术水平和设备国产化率,使我国重要有机原料行业在“十一五”期间上了一个新台阶。
羰基合成制醋酸:自主技术支持产业振兴
“十一五”期间,我国成功实现大型甲醇低压羰基合成醋酸成套设备国产化,形成了完整的自主知识产权催化剂和工艺开发体系,醋酸产量从2005年的198万吨提高到2009年的312万吨,以自主技术建设为主、引进和中外合资为辅的产业格局已经形成,由几乎全部依赖进口国转变为产品出口国。
生产设备 成功实现国产化
醋酸反应器是羰基合成醋酸工艺中最关键的核心设备,直接决定着醋酸的产量和质量。由于其用途的特殊性,醋酸反应器对材料和制造技术要求严格,此前羰基合成法使用的反应设备一直依赖进口,“十一五”期间,在国家重大技术装备研制和重大产业技术开发专项规划的支撑下,我国成功实现大型甲醇低压羰基合成醋酸成套设备国产化,打破了醋酸反应器长期依赖进口的局面,确立了我国在醋酸反应器设备制造领域的地位。
西安核设备有限公司凭借多年的化工过程设备制造经验,攻克了锆钢复合板成型、焊接、整体热处理、球形封头的成型和上封头搅拌器安装等多项技术难题,掌握了大型锆复合板制造反应容器技术,于2009年成功制造出首台国产化醋酸反应器。
2009年,国内首套羰基合成年产20万吨醋酸国产化成套装置通过技术鉴定,标志着我国制造水平达到国内同类装置的领先水平, 醋酸特材成套装置成果实现国产化。这套醋酸成套装置由20个装置组成,包括脱水塔、反应釜等5个关键装置,全部采用锆、锆镍合金等特种材料。该装置的研制成功,结束了我国不能设计制造醋酸特材成套装置的历史,形成了自主知识产权,打破了国外技术封锁。
催化剂 我国抢占制高点
“十一五”期间,我国甲醇低压羰基合成醋酸催化剂国产化研究和应用进程加快,目前已开发出具有自主知识产权的醋酸合成催化剂技术,提高了装置生产效率,占领了催化剂这一核心技术的制高点,在该领域的基础研究和应用研究进入世界先进行列。
据了解,我国醋酸生产用催化剂一直为顺二羰基二碘铑结构,而且长期依赖进口。经过多年的研究,索普公司与中科院化学所研发出具有自主知识产权的新型羰基合成高效催化剂——正负离子双金属催化剂,并逐步放大应用于生产装置。这种新型催化剂实现了催化剂高活性和高稳定性的统一,具有良好的适应性,可直接应用于现有的工业生产装置,形成了完整的自主知识产权催化剂体系。新型催化剂应用于工业生产装置后,经过不断的改进和完善,醋酸生产能力有了大幅提高,生产成本明显降低,大大增强了醋酸产品的市场竞争力。
工艺开发 从引进来到走出去
为打破国外技术封锁,西南化工研究设计院从1972年开始进行甲醇低压羰基合成醋酸技术的研发,历经20多年终于完成了20万吨/年醋酸工业装置工艺软件包设计,江苏索普也完成了60万吨/年工艺包开发,使我国醋酸行业进入一个技术创新的发展时期。
国产工艺技术相继向山东兖矿集团和大庆油田甲醇厂等5家企业转让,兖矿20万吨/年醋酸工业装置于2005年6月一次投料成功,并于2006年实现了在工程化放大过程中形成的醋酸专有技术转让,标志着我国已拥有自主知识产权的羰基合成醋酸生产技术,并可与国际著名化工公司同台竞技,成为甲醇羰基合成醋酸工艺技术的专利供应商。
己内酰胺:拥有核心竞争力
己内酰胺大规模生产因所需装置投资大,技术门槛高,过去我国己内酰胺主要技术一直依赖进口。“十一五”期间,我国在这一领域取得重大技术突破,拥有了大规模己内酰胺生产技术,开发出完整的14万吨/年己内酰胺成套新技术工艺。
传统己内酰胺生产工艺要消耗氨和发烟硫酸,副产物多而且环境污染问题严重。为开发清洁生产新工艺,扶持国内己内酰胺产业规模化发展,国家发改委在《产业结构调整指导目录》中将大型己内酰胺生产技术开发和成套设备制造列为鼓励类发展产业,将10万吨/年及以上规模的己内酰胺生产装置建设列入国家重点鼓励发展的产业和产品。
“十一五”期间,作为国内最大的己内酰胺生产供应商,巴陵石化与中国石化石科院等科研院所联手攻关,积极研发己内酰胺生产新技术,在以苯为主要原料的生产工艺路线基础上,开发出一系列具有自主知识产权的环己酮氨肟化路线生产己内酰胺全流程创新技术,一举改变了核心技术长期依赖进口的局面。拥有自主知识产权的成套新技术的问世,使我国在己内酰胺生产领域具备了核心竞争力,这项重大成果也因此获得了2009年度国家科技进步二等奖。
巴陵石化开发的环己酮氨肟化路线己内酰胺生产工艺成套技术,其核心就是环己酮氨肟化合成环己酮肟工艺技术。在开发环己酮肟三级重排技术的过程中,科研人员开发了新型重排反应工艺和重排反应器,使装置生产能力达到14万吨/年,降低了酸肟比和原料消耗。巴陵石化还开发了己内酰胺精制新技术,实现粗己内酰胺和硫胺的有效分离,提高了硫胺质量,降低了能耗,降低了催化剂消耗,使己内酰胺产品优级品率大幅度提高。装置开车以来,己内酰胺新装置产品优级品率稳定达到100%,主要质量指标创历史最优,超过国际同类产品的质量标准。
巴陵石化在实现企业自身技术的同时,还集成环己烷氧化制环己酮、环己酮氨肟化制环己酮肟、环己酮肟三级重排、己内酰胺精制等新技术,完成了《14万吨/年己内酰胺成套新技术工艺包》的开发和编制。该工艺包全流程实现了单系列大型化,各生产单元均达到14万吨/年己内酰胺配套生产能力。我国自主开发的己内酰胺成套新技术与国外同类型技术相比,具有流程短、反应温和、原子收率高、操控简单等核心技术优势,装置投资少,生产成本低,单位产品“三废”排放减少,经济效益和社会效益显著,目前该成套工艺技术已开始实施对外转让。

2010年吉林石化国产第三套丙烯腈装置两条生产线先后开车成功,这套丙烯腈装置是目前同行业国产化程度最高的装置。目前吉化丙烯腈产能达到42.4万吨,成为全国最大丙烯腈生产基地,大大缓解了我国丙烯酸对进口的依赖。图为该公司丙烯腈装置废液处理项目建设现场。 (本报记者 赵淑玲 摄)
直接法环氧丙烷:万吨级装置开建
丙烯直接氧化制环氧丙烷是国际上最先进的环氧丙烷生产技术,也是我国化学工业亟待突破的重点技术。“十一五”期间,我国在丙烯直接氧化制环氧丙烷的生产技术和装置取得突破,建成1500吨/年中试装置,万吨级工业化装置已开始施工建设,为“十二五”丙烯直接氧化制环氧丙烷技术的全面推广打下坚实的基础。
在催化材料的研发上,中科院大连化物所研发的双氧水直接氧化丙烯制环氧丙烷新技术,成功制备了用于烯烃环氧化反应控制相转移多金属氧酸盐催化材料,开发了双氧水直接氧化丙烯环氧化的反应控制相转移催化体系。在优化的工艺条件下,催化剂循环使用5次后,环氧丙烷相对双氧水的产率仍保持在87%以上,产物分布选择性大于99%。
2006年,大沽化工公司与天津科技大学、华东理工大学等开展产学研合作,共同研发绿色无污染的环氧丙烷生产技术。项目组从丙烯直接氧化制环氧丙烷的反应机理研究出发,在小试成功的基础上研制出中试装备,2010年,项目组成功建成国内首套无污染物排放的中试装置。这套以丙烯和过氧化氢为原料直接合成环氧丙烷的1500吨/年中试装置已成功运行,生产环氧丙烷840吨,产品纯度达到99.9%以上,解决了我国现有氯醇法制环氧丙烷带来的废渣、废水排放问题,实现了环氧丙烷的清洁生产。该项目已申请发明专利6项,形成了具有自主知识产权的新型环氧丙烷催化成套技术。整套技术具有工艺路线简单优化、节能环保的特点,目前直接法环氧丙烷万吨级工业化装置已开始施工建设。

图为巴陵石化年产14万吨己内酰胺生产装置。 (彭展 摄)
PTA:工艺设备国产化双突破
我国PTA(精对苯二甲酸)成套技术长期由国外大公司所垄断的局面,在“十一五”期间发生了改变,从当初的成套引进,走向了自主开发和集成创新,成功实现技术和核心设备的国产化。
PTA技术装备科技攻关是国家重大成套技术装备国产化项目。“十一五”期间,上海石化在吸收引进PTA装置技术的基础上,与浙江大学、中石化上海工程公司合作,成功开发出年产80万吨PTA装置成套技术,其工艺技术具有完全自主知识产权,工艺设备基本实现国产化,工艺包和工程设计也完全由国内单位承担,物耗、能耗低,技术指标群达到国际先进水平,打破国外公司的技术垄断。此外,由中国纺织工业设计院开发出100万吨PTA/年的国产化成套技术。
与此同时,PTA生产设备国产化率也在稳步提高。此前我国空气压缩机组、氧化反应器、加氢反应器、PTA干燥机等制造要求高的核心设备,仍然需要进口。按照国家发改委发布的《关于加快推进大型石化装备自主化实施方案》,“十一五”期间我国成功实现了60万~100万吨/年大型PTA等石化成套装备自主设计制造自主化率达到75%以上的目标。
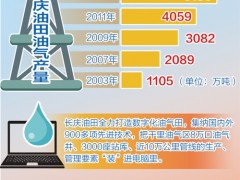
2009年,我国大型PTA项目设备国产化的标志性工程——重庆蓬威石化百万吨级PTA项目建成投产。威蓬石化PTA装置是国内首套采用国产工艺和设备国产化率最高的PTA装置,是我国产量最大、投资最省的PTA装置,标志着我国PTA产业成功实现了国产化。该项目总投资约25亿元,采用中国纺织工业设计院自主开发的国产化PTA生产技术,基础设计、详细设计和设备采购服务等工程均由国内工程公司承担,其中大部分以前国内没有制造能力的核心设备也首次选择由国内厂商制造。其中由陕西鼓风机制造厂制造的空气压缩机结束我国PTA装置大功率空压机组全部进口的历史;由锦西化工机械制造公司制造的PTA干燥机规模是目前国内乃至世界上最大的,各项标准都达到了世界先进水平,是国内首台(套)自行设计制造的蒸汽回转式PTA干燥机;PTA氧化反应器是由南京宝色钛业制造的,这台规格最大、单台产能最高的钛钢复合板PTA氧化反应器,是目前全球最大的钛钢复合承压设备,打破了国外技术壁垒,填补了国内空白;由中纺院设计,中国二重集团制造的大型加氢精制反应器是国内首台(套)实现国产化的大型PTA精制反应器;此外转筒真空过滤机和高速进料泵等重要设备也均实现了国产化。

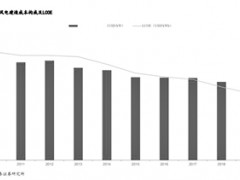
“十一五”期间我国PTA年产量与进口依存度

图为国内首台套国产化百万吨级PTA氧化反应器从南京宝色股份公司顺利出厂 。 (CFP供图)
羰基合成法丁辛醇:关键技术自主开发
羰基合成法是当今最主要的丁辛醇工业生产技术,而低压羰基法由于其反应条件温和,是目前主流的丁辛醇先进生产工艺路线,“十一五”期间,我国在引进国外化工企业技术的基础上,在反应催化剂、大型反应设备等核心领域获得突破,目前我国大型丁辛醇生产装置已经实现了全部由羰基合成法生产,丁辛醇生产能力获得很大提高。
低压羰基法生产丁辛醇采用的是丙烯羰基合成醛类,再继续加氢生产丁辛醇的工艺路线。在高效配位体改性铑催化剂、在羰基合成催化剂的研究开发方面,北京化工研究院研制成功丙烯低压羰基合成铑膦络合催化剂、合成气净化催化剂和丙烯净化催化剂,在大庆和齐鲁的装置上使用多年,达到了国外同类催化剂水平。北京化工大学开发的负载型水相催化剂,有效控制了铑的流失问题。
气相醛加氢催化剂是决定丁辛醇产品质量的重要因素,也是我国近年来研发的重点。由于催化剂制备工艺复杂,技术难度大,一直未能实现国产化,成为制约装置降本增效的瓶颈。“十一五”期间,我国在加氢催化剂研究上取得了可喜的成果,随着研究深入和催化剂生产的批量化,国内装置上使用的醛加氢催化剂已经逐渐立足于国内自主开发。
2008年,石油化工研究院自主研发出丁辛醇加氢合成关键催化剂,这种铜锌铝系气相醛加氢催化剂不仅打破了国外技术垄断,填补了国内空白,而且成功替代进口,推进了我国丁辛醇的技术创新。大庆石化丁辛醇装置在采用国产气相醛加氢催化剂后,丁醇、辛醇产品达到国家优级品标准,降低加氢催化剂的使用费用和丁辛醇生产的操作费用,综合指标已超过进口催化剂,达到国际先进水平。
大型加氢反应器是丁辛醇项目的关键设备,我国在丁辛醇大型加氢反应器上也将首次实现自主设计制造。天津碱厂丁辛醇项目将使用国产化的超大型加氢反应器,目前设备已经在合肥进入设计阶段。
离子交换法双酚A:跻身世界前列
以离子法技术为平台的双酚A产业,在“十一五”期间逐渐成熟壮大,经过5年突飞猛进的发展,我国已经形成了自有先进技术,产业整体达到世界先进水平。与2005年相比,目前我国离子交换法生产双酚A的产能已经从5万吨/年增长到47.6万吨/年;质量也从刚刚跨进聚碳级,提高到全面普及聚碳级,并向更高水平发展;生产厂家从2家增加到4家;生产装置从3套扩大到6套;产品自给率从10%提高到45%。预计2010年双酚A产量可达到40万吨,占全球1/3强,我国将首次成为全球最大双酚A产销国,同时产品质量也达到世界一流水平。
“十一五”期间我国离子交换法双酚A整体技术达到世界先进水平。在规模上,我国化工企业采用引进技术再吸收的方法,在国内发展离子交换法双酚A产业。
作为离子交换法双酚A创新主力,蓝星新材料无锡树脂厂1.5万吨/年装置实现了自行设计,在“十一五”期间运行指标更是有了大幅提升,较之当初引进技术更加先进。2003年该厂建成的2.5万吨/年装置,目前仍保持最高的运行效率,产品质量保持在世界前列。
催化剂是双酚A装置核心技术,此前催化剂必须从国外进口,增加了生产成本,为此蓝星新材料无锡树脂厂与江苏工业大学合作开发国产双酚A助催化剂,最终全部取代进口助催化剂,使用寿命达到18个月,产品质量指标、物耗全面达标,生产成本降低200万元/年以上。
在离子交换树脂法工艺的基础上,我国进一步发展了助催化剂新工艺,提高了助催化剂的活性和选择性,降低投资成本,提高产品质量,是目前世界上最先进的双酚A生产工艺。双酚A生产使用的苯酚烷基化清洁催化技术及工业应用项目,被评为2006年国家科技进步二等奖。
目前蓝星新材料无锡树脂厂掌握了离子法双酚A技术核心工艺包。今年二季度建成投产的南通新材料基地9万吨/年装置,就是采用该厂提供了核心工艺包,其关键的反应部分是全球首创的新一代离子法技术,这是首套我国自主知识产权建设的离子法双酚A装置,标志着我国离子交换法双酚A已经跻身世界先进行业。