轮胎规模跃居世界首位
谈玉坤

图为三角集团有限公司展示的具有自主知识产权的高性能子午胎。
“十一五”期间,我国轮胎工业发展迅速,2006年轮胎产量超过美国成为世界第一大轮胎生产国。2005年,我国轮胎产量2.5亿条,2009年达到3.9亿条,估计2010年产量为4.2亿条,子午化率达到80.9%,远远超过“十一五”规划产量3.2亿条、子午化率70%的目标。目前我国轮胎产量约占世界轮胎总产量的四分之一。我国轮胎产品结构也进一步优化,半钢子午胎基本实现无内胎化,高性能、超低断面和高速度级别的轿车子午胎明显发展;全钢载重子午胎发展迅速,无内胎载重子午胎比例也大幅提高;工程子午胎取得明显发展。目前我国已能生产子午线和斜交两大结构的载重、轻载、轿车、农用、工程、工业等六大类轮胎,规格品种约2000个,可基本满足国内外用户需求。国际市场已成为我国轮胎工业发展的重要支撑因素。“十一五”期间,尽管遭遇了金融危机和多起反倾销,但我国轮胎出口仍保持增长。
规模集中度提高
“十一五”期间,我国形成了一批世界级的轮胎企业。在2006年度全球轮胎75强排行中,我国大陆企业16家,排名最高的三角集团列第14位,销售额9.8亿美元;2010年度排名中,我国大陆企业达到22家,排名最高的杭州中策以23.6亿美元排第11位,加入到世界20亿美元俱乐部中。世界10亿美元俱乐部有19家轮胎企业,我国有三角集团、山东玲珑等加入。2009年,我国全钢子午胎产量超过200万条的企业有12家,半钢子午胎产量超过500万条的企业达到14家。
从企业规模看,与2005年相比,重点企业2009年的增长都在100%以上,轮胎生产在向重点企业集中。从地区分布看,山东省载重子午胎产量约占全国的50%,苏浙沪地区产量约占31%,合计81%;山东半钢子午胎产量约占全国的26%,苏浙沪约占55%,合计81%,在重点地区已形成了较高的集中度。
产品结构调整加快
我国轮胎产品不但在总量上显著提高,产品结构也进一步优化。我国已自主开发了轮胎结构设计软件,成功建立了载重子午胎整体结构优化设计理论,并应用大型计算机辅助设计,利用有限元分析方法优化设计,大大加快了轮胎设计的速度,提高了轮胎设计的精确度和准确率,新产品不断问世。
高性能轿车子午胎被不断开发。广州市华南轮胎有限公司目前已开发了45、40、35系列高性能E级、W级、Y级轿车轮胎;三角集团有限公司自行开发研制的205/60R15和225/45R17两种规格高性能轿车子午胎,已顺利通过固特异实验室ATE资格测试;玲珑轮胎有限公司积极开发宽断面扁平化大轮辋轿车子午胎,这些轮胎具有行驶稳定、噪音低、抗侧滑性能好、高速性能好等优点。
无内胎载重子午胎比例大幅度提高。2005年无内胎载重子午胎比例为33.95%,但随着国内公路建设的不断完善和运输市场越来越规范,无内胎取代有内胎的趋势越来越明显,部分地区中长途货运车辆无内胎使用率已接近50%,而且国内大城市的公交车上也普遍安装使用。与有内胎轮胎相比,无内胎轮胎由于没有内胎、垫带和卡环,具有节约橡胶、钢丝等原材料,减轻车轮整体质量,降低轮胎滚动阻力,减少油耗,以及安全性能好、经济效益佳等许多优点。国内许多企业研发了无内胎载重子午胎。
大型工程子午胎实现零的突破。国内多家公司在接连开发了17.5R25、20.5R25、26.5R25、29.5R25等大型工程子午胎后,又积极开发了36.00R51、37.00R51等巨型工程子午胎,填补了国内空白。特别是2008年1月8日,三角集团和天津赛象科技股份有限公司合作的巨型工程子午胎成套生产技术和设备开发项目荣获2007年度国家科技进步一等奖,打破了国外大轮胎公司垄断局面, 提高了我国轮胎行业自主创新能力及核心竞争力。
“十一五”期间,轮胎企业的自主创新意识进一步增强,产学研合作越发活跃,企业技术中心自主创新能力逐步增强,科技开发投入增加,行业领先企业正在成为真正的创新主体,轮胎生产过程中的节能、降耗、环保、高效技术不断取得进展。此外,随着轮胎企业品牌意识的提高,一些行业领先企业在经营中越发注重品牌产品定位、产品质量提升、品牌宣传和企业形象建设,形成了一批国内轮胎行业的知名品牌。
中国轮胎企业在质量管理方面,已从执行ISO9000质量管理体系发展到ISO9001-2000质量管理体系,出口轮胎邀请第二方进行评估,如上海双钱轮胎股份有限公司、三角集团有限公司邀请美国通用汽车公司等按照国际汽车行业质量管理体系进行评估,在进入配套市场时获得这些公司的认可。
节能减排成效显著
“十一五”期间,我国轮胎行业大力发展节能、安全、环保型的子午胎,努力实现三个转变:一是由中低档产品逐步转变到中高档产品,二是由低附加值产品逐步转变到高附加值产品,三是由高消耗产品逐步转变到低消耗产品。轮胎企业积极选用节能、环保型工艺设备,炼胶采用大容量密闭式炼胶机,硫化选用充氮工艺,企业生产用水做到循环使用。
行业节能降耗成绩显著,主要轮胎企业综合能耗指标大幅下降38.2%。据中国橡胶工业协会轮胎分会统计,42家会员企业2006年综合能耗为1451吨标煤/吨胶,2009年达到1040吨标煤/吨胶,2010年1~9月为896吨标煤/吨胶。
我国轮胎出口情况 (单位:万条)
年度 出口量 增幅% 出口额/万美元 增幅%
2006 13456 46.6 442715 34.8
2007 20014 48.7 688794 55.6
2008 19870 -0.7 780395 13.3
2009 20489 3.1 745882 -4.4
2010(1-6)11239.8 23.4 4402073 7.2
注:2006~2007年数据包括摩托车轮胎和自行车轮胎,2008年和2009年数据不包括摩托车轮胎和自行车轮胎,但包括未列名轮胎。
我国轮胎产量情况 (单位:万条)
年度 2006 2007 2008 2009 2010
轮胎总产量 28000 33700 35000 39000 42000
斜交轮胎 9904 9924 8708 8862 8000
子午胎 18096 23776 26292 30138 34000
载重胎 3850 5122 5710 6829 8000
乘用胎 14246 18654 20582 23309 26000
子午化率%64.6 70.6 75.1 77.3 80.9
注:2010年产量为估计数。中国橡胶工业协会提供。
胶管技术取得长足进步
李鸿
“十一五”期间,我国胶管行业整体规模不断扩大,产品集中度不断提高,产量逐年增加,出口大幅增长,工艺装备水平有了很大提高,技术进步取得了长足进展,已发展成为世界胶管生产大国。产品包括各种结构、规格和性能的钢丝增强橡胶软管、纤维增强橡胶软管、树脂软管、夹布胶管、特种用途胶管和纯胶管,基本满足了各行业需求。
产能出口
据中国橡胶工业协会测算,2006年全国胶管产量为51181万标米,2007年55000万标米,2008年59000万标米,2009年60770万标米,平均年增长率在7%以上。出口大幅增长,但因受国际金融危机的影响,2008年出口增幅放缓,2009年下降;2010年1~8月我国各类胶管出口数量同比增长了59%,出口价格除了带附件的其他胶管,其他所有胶管同比均提高。
产品结构
胶管结构编缠化和树脂化有了明显进展。钢丝编织和缠绕胶管产量所占比例大幅提高,2009年达到40%以上;纤维缠绕胶管产量逐年上升,所占比例在40%左右;夹布胶管所占比例从2006年的21.22%下降到2009年的13.08%。树脂软管,主要是中、低压纤维增强的PVC软管,包括O形剖面软管和可折叠式软管,品种和产量逐年增多,并向尼龙软管、聚氨酯软管、橡塑复合软管、钢塑复合软管和高压增强树脂软管发展。
产业布局
产品集中度不断提高。部分胶管骨干企业周边地区,得益于专业人才的流动,不断集中一些规模以上的胶管生产企业;汽车制造企业周围也集中了一些汽车用胶管生产企业。现国内胶管生产格局:高压钢丝增强胶管生产企业多集中在沈阳、广州、西北、河北省景县等地区,产量约占全国总产量的60%以上;汽车用胶管多集中在上海、天津、广州、江苏、湖北、东北等地区,就近为汽车制造企业提供产品和服务。
企业结构
我国胶管规模以上企业300多家,其中钢丝编织和钢丝缠绕胶管生产企业200多家,大口径钢丝缠绕胶管(主要为石油钻探胶管)生产企业约10家,汽车用胶管生产企业(包括外资企业)约50家,漂浮式海上输油胶管和疏浚胶管生产企业2家,浅海海底输油胶管生产企业1家。
国有企业经过改革重组,生产规模进一步扩大,生产工艺和工装设备不断更新,产品性能稳步提高,仍然保持着胶管骨干企业的地位。其中,大、中型胶管企业主要生产国民经济各部门和国防军工所需的各种胶管;煤矿集团和油田建立的胶管企业主要生产高压钢丝编织胶管、高压钢丝缠绕胶管和大口径钢丝增强钻探胶管,用于煤矿液压支架、原油输送和油气井钻探。
民营胶管企业发展迅速,成为胶管行业的生力军,并逐渐形成区域性产业集群。河北省景县有胶管生产企业200多家,规模以上胶管企业52家,被中国橡胶工业协会命名为“中国(景州)橡塑管业基地”。浙江省有胶管生产企业200多家,大多生产汽车用胶管;山东省胶管生产企业超过200家,多数分布在胶东半岛。规模以上民营胶管企业生产工艺和设备更新较快,产品性能不断提高,尤其是汽车用胶管生产企业,不但满足国内汽车制造企业的需求,而且还在国际市场上占据一定份额。
我国胶管出口情况
年 度 2006 2007 2008 2009
数量(吨) 60674 85509 92856 80876
增长(%) 40.81 40.93 8.59 -12.90
金额(万美元)17482 27083 33133 29025
增长(%) 54.20 54.66 22.26 -12.40
废橡胶向低碳生产转化
曹庆鑫
多年来,我国已形成了以再生胶为主,适度生产胶粉,加快以轮胎大企业为主发展翻新轮胎的具有中国特色的废旧橡胶综合利用格局。目前我国不仅实现了天然胶再生,还突破了合成胶再生的世界性难题。目前,再生胶已在胶板、垫带、内胎等制品中获得大量应用,在农用胎等低速轮胎中也可以与天然胶或合成胶按一定比例掺用。我国已成为世界废橡胶资源循环利用的典范。在我国废旧橡胶综合利用的各种形式中,再生胶占71.3%,胶粉占7.5%,轮胎翻新占11.8%,其他形式占9.38%。
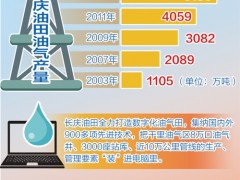
“十一五”期间,我国废旧橡胶利用率达到75%以上,较“十五”提高10个百分点。其中,废旧轮胎利用率由65%提高到85%,非轮胎类硫化橡胶利用率除不可回收的医用橡胶及特殊工业制品外,利用率由30%提高到60%。再生橡胶总产量由“十五”600万吨发展到“十一五”1155万吨。
废橡胶综合利用行业发展方向为:生产符合欧盟法规要求的环保型再生胶和无害化加工的橡胶再制造过程。再生胶产品主要技术指标较“十五”提高了30%,平均能耗由1200千瓦时/吨降至950千瓦时/吨,降耗20%。特别是“十一五”期间已完成的循环经济示范工程项目中,产品制造能耗已降至750千瓦时/吨,能耗降低了37.5%。诱发再生胶二次工艺污染的矿物焦油用量降低40%;低臭无迁移污染的新型助剂使用量扩大35%;高效环保活化剂已取代亚硝基类、氯酚类产品成为工业化应用主体,产业开始向低碳经济转化。
我国废橡胶综合利用行业以淘汰落后产能为契机,以改变生产工艺、装备为突破口,在规模、工装配套、环保治理及节能方面成效显著。多家设备制造厂研制了新型轮胎破碎机、全钢胎粉碎机和高速比、高线速捏炼机以及精炼机等高效节能专用设备;多家再生胶企业采用了2台捏炼机、1台精炼机的“三机一线”生产线和密炼机配置捏炼机、精炼机的生产线,淘汰落后装置生产再生胶,节能达30%以上。四川双流天利民橡胶有限公司研制的新型感应加热装置相比导热油加热方式可降低投资90%,每吨再生胶实际能耗仅为140千瓦时。浙江菱正机械有限公司开发的LZ废旧轮胎常温法制取精细橡胶粉生产线,单位能耗降低30%,刀具寿命超过国外生产线2倍以上。
都江堰市新时代工贸有限公司研发的橡胶再生常压高温连续脱硫工艺技术及设备,生产再生胶不用锅炉,没有煤渣,不产生煤烟,再生胶工业可望没有废水、废气,成为绿色环保产业。该工艺与电加热脱硫罐相比,每生产1吨再生胶可节电50千瓦时以上。按年产1万吨再生胶计算,可节电50万千瓦时,减少500吨二氧化碳和15吨二氧化硫的排放。用该技术装置生产的产品质量符合国家标准中特级轮胎再生胶的性能指标,大大改善了再生胶企业的生存条件。
我国翻新轮胎产量 单位:万条

我国再生胶、胶粉产量 单位:万吨

胶带产品结构实现优化
李鸿
“十一五”期间,我国胶带行业继续淘汰低强力骨架材料,以合成纤维和钢丝绳芯作骨架材料的输送带超过输送带总量的90%,线绳结构的V带占到V带总量的90%以上。
产能出口
“十一五”期间,随着中国煤炭、冶金、钢铁、汽车等工业的高速发展,胶带产品的产销年增长保持在15%以上。据粗略统计,目前全国输送带年产能超过3.5亿平方米,V带年产能约25亿A米,均列世界第一。
我国胶带出口一直呈逐年增加的态势,但2008年国际金融危机一度严重影响了胶带出口,2009年下半年开始好转;2010年上半年中橡协胶管胶带分会会员企业输送带出口同比增长41.8%,V带出口增长27.4%。
产品结构
输送带性能和质量进一步改善和提高。普通用途织物芯输送带向高强度方向发展,钢丝绳芯输送带注重提高抗冲击、防撕裂、耐磨耗等性能。具有功能性和特殊要求的输送带发展迅速,成为输送带发展的重点产品,耐热、耐寒、耐油、耐酸碱以及大倾角输送带性能和产量不断提高,耐高热输送带发展尤为迅速,广泛应用于钢铁和水泥等领域。轻型输送带逐步在输送带中占据重要地位,种类规格大幅增加,在食品、电子、机械以及物业流通等领域得到了广泛的应用。PVC、PVG整体带芯煤矿井下用阻燃输送带已能满足用户需求,煤矿井下急需的织物叠层阻燃输送带由于聚氯乙烯塑料糊、阻燃帆布叠层黏接技术、浸渍胶与贴胶阻燃协效配合技术、覆盖胶与缓冲胶抗冲击协效配合技术取得突破性进展而通过检测,2009年通过了有关部门的技术鉴定。
传动带方面,继氯丁橡胶得到广泛应用后,三元乙丙橡胶和氢化丁腈橡胶也被成功采用。反成型工艺得到推广,鼓式硫化机逐渐被企业采用,产品内在和外观质量都有较大的提高。汽车多楔带和同步带发展迅速,芳纶线绳和具有优异的耐热、耐油、耐疲劳性能的氢化丁腈橡胶及三元乙丙橡胶大量应用于摩托车V带、农机V带、双面V带、双面同步带、同步多楔双面带、片基平带和各种窄V带等也发展很快,产量和质量同步提高。采用弹力尼龙线绳骨架全新技术的弹性传动带也已大量应用于洗衣机、割草机、健身机和木工机械等领域。
胶带尤其是输送带的工装设备水平大幅提高。我国一些大中型胶带企业先后从欧、美、日等国家和地区引进了一批先进的胶带生产装备和技术后,在消化吸收的基础上,又创新开发了一大批接近国际先进水平且具有中国特色的胶带生产技术装备,使我国胶带生产技术水平上了一个新的台阶。近年来,输送带采用辊筒头挤出机挤出覆盖胶片,胶片密实,厚度均匀;钢丝绳芯输送带实现恒张力成型硫化法;开发研制了具有自主知识产权的五辊鼓式硫化机生产线;以F270为代表的密炼机生产线,在配置了完善的上辅机系统后,基本达到国外设备水平。随着V带骨架材料聚酯化、结构线绳化以及切边式V带、同步带、多楔带等传动带的发展,其生产工艺技术与装备不断进步,恒张力线绳成型机、高精度切割机、带筒打磨机、磨楔机、短纤维胶片裁断拼接机等得到开发应用。
产业布局
胶带产业形成新的区域优势。大公司、大企业集团日渐兴起,企业的生产规模不断壮大;高强力输送带35%的产能集中在中国橡胶工业协会推荐的四大品牌企业;我国胶带行业几经重组,已基本形成了四分天下的多元化良性竞争格局,即不断改革的国营企业,快速发展的民营企业,技术装备先进的外资企业,地域性胶带产业集群。
从2006年开始,中国橡胶工业协会根据实际生产经营情况,分别对浙江三门和浙江天台地域性产业集群授予了“中国(三门)胶带生产基地”和“中国(天台)胶带生产基地”的称号;2007年又着手对保定地区输送带生产基地进行培育。
品牌培育
知识产权、品牌等无形资产越来越得到重视。我国胶带行业以自主知识产权、以新产品为基础的培育、争创中国名牌正在成为拉动转变增长方式、科学发展的巨大动力。据统计,“十一五”期间我国胶带企业和个人获授权的发明专利、实用新型专利和外观设计专利新增50余件。
2005年浙江三力士橡胶股份有限公司、贵州大众橡胶有限公司的V带产品被评为中国名牌,2007年浙江双箭橡胶股份有限公司、青岛橡六集团有限公司、阜新橡胶集团有限公司、无锡宝通带业投资有限公司、安徽中意胶带有限公司等5家企业的高强力输送带产品获得中国名牌。目前共有22家企业的输送带、V带企业产品通过中国橡胶工业协会的质量授信。
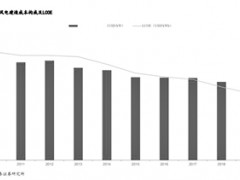
名称单位 2006 2007 2008 2009 2010
输送带 亿平方米 1.7 2.3 2.6 2.8 3.6
V 带 亿A米 11 14 16 18 21
注:2010年产量为估计数。中国橡胶工业协会提供。
全国输送带和V带产量

图为阜新橡胶集团有限公司生产的钢丝绳输送带用于秦皇岛港码头。