作为高耗能产业的石油和化学工业,60%的能源是通过工业炉(窑)消耗的。我国石油和化工产品生产采用的工业炉(窑)量大面广,提高工业炉(窑)能效,是石化工业节能降耗、减少二氧化碳和粉尘排放的重要途径。因此,业内企业非常重视采用先进的节能技术,提高工业炉(窑)的能源利用率。而且,工业锅炉窑炉节能改造既是工信部提出的“十二五”重点节能工程,也被列入了国家发改委支持的5项节能工程。在上月底召开的第八届全国石油和化工节能论坛暨工业炉(窑)集成节能技术研讨会上,部分石化企业分享了他们的节能经验。在他们看来,减小工业炉的能耗虽然不易,但只要多想一想,往往一个小细节上的改动,就能在经济效益和社会效益方面取得大收获。
优化设计,源头节能是关键
据中国化工节能技术协会驻会副理事长方晓骅介绍,目前,化学工业每年消耗能源3亿吨标准煤,且60%是通过工业炉(窑)消耗的。比如:生产乙烯的裂解炉和加热炉约有200个;电石炉包括密闭炉和内燃炉,约有400个,其中60%是内燃炉;生产黄磷的电炉,不同容量的约有150个,大多数是小型电炉;纯碱生产所使用的煅烧炉和石灰窑,约100个(座);合成氨生产用煤气发生炉、变换炉、气化炉、一段转化炉、二段转化炉,约有4500个;生产钙镁磷肥的高炉约有60个;生产炭黑的工业炉约有100个;生产硫酸以硫黄为原料的焚硫炉和以硫铁矿为原料的沸腾焙烧炉约有2000个;生产盐酸的合成炉约有150个;生产泡花碱的工业炉约有60个;生产其他无机化工产品、有机化工产品的工艺炉和加热炉,更是量大面广。

重灰煅烧A炉汽室大修是南化公司连云港碱厂近期的重要项目。此次大修将重点解决蒸汽系统瓶颈问题,消除影响系统稳定运行的隐患,确保在当前黄金生产期内产能效益双提升。图为煅烧车间技术人员正在查看炉汽室内部情况。 (特约记者 朱华南 摄)
“工业炉的能耗受多个因素的影响,但是节能的主要措施一般都离不开优化设计、改进设备、回收余热利用、加强监测控制和生产管理等。”方晓骅告诉记者。
川化股份有限公司化肥厂就是从优化设计着手,来实现工业炉节能目标的。据悉,该厂于1990年建成了国内首套国产化日产600吨合成氨装置,到现在已经运行了21年。因运行年限较长,一段炉对流段6组盘管均出现了结垢严重的现象,换热效率持续下降,严重影响了一段炉烟气余热的回收,造成了装置能耗上升。在装置大修中多次对一段炉对流段盘管进行人工清洗,排烟温度较清洗前虽有所降低,但排烟温度与设计值相差仍然很大,大量高温烟气放空造成装置能耗上升。

山西丰喜华瑞煤化工有限公司2台35吨循环流化床锅炉耐火材料换为可塑料后,热效率提高了15%。图为该公司技术人员正在对2号锅炉进行改造。(闫俊荣 摄)
川化股份有限公司副总经理郭彦介绍说,为了降低排烟温度,充分回收烟气余热,2011年10月至2012年1月,公司对日产600吨合成氨厂一段转化炉的对流段进行了节能改造,将对流段的盘管进行了重新布置。具体改造包括:在原料天然气盘管后增设一组烟气废热锅炉盘管;将原蒸汽过热盘管增设高温段(热端),并用U型管与低温段(冷端)连接;将空气—蒸汽预热盘管与混合原料气盘管位置进行交换;全部换热管均改用翅片管。
对于这次技改的效果,郭彦给记者算了一笔账:公司在今年3月开车后,烟气排烟温度从210℃下降到160℃,接近设计值151℃,从而大大降低了烟气余热损失;技改后吨氨能耗下降了约2.5吉焦,吨氨的天然气消耗降低63.174立方米,每天可节约成本56856.6元,每月可节约170.5698万元。

江西六国化工有限责任公司热电2号35T/H煤粉炉节能技改项目实施后,煤粉炉的吨蒸汽煤耗由原来的230千克下降为180千克。图为该项目点火煮炉现场。(特约记者 黄耀振 摄)
通过优化设计来提高工业炉能源利用率的还有中国石化股份有限公司茂名分公司。在改造前,该公司乙烯装置裂解炉H-111运行中存在运行负荷不能达到设计值、排烟温度高、热效率低以及运行周期短等问题,且原设计为两台裂解炉共用一台风机,不利于炉膛负压的控制及节能降耗。
通过可行性分析研究,中国石化化工事业部选定该炉作为样板炉进行改造。改造内容主要包括:辐射段炉管由48U型改为CBL-V改进2-1型炉管;上原料预热段6排管束更换并增加14排管束,以及增加4排锅炉给水预热段;引风机电机改为变频控制;辐射段炉管安装扭曲片;对辐射炉膛保温衬里全面更换。

部分石化企业齐聚成都,共同探讨工业炉(窑)的节能技术。 (本报记者 郑璐 摄)
茂名分公司工艺主管师崔俊华告诉记者:“这次样板炉改造,时间紧、任务重、质量要求高、施工难度大,但通过我们的精心组织,不断优化施工统筹,使裂解炉恢复了设计运行负荷,运行周期提高至100天以上,热效率由改造前的92.6%提高至95.6%。”
加强监测,处处找寻节能点
我国工业炉的能源消耗大,浪费严重,普遍存在空气过剩系数过大的问题,这主要是由于调节手段的落后。因此,提高热工检测与控制技术水平,特别是采用微机控制系统,及时精确配合和控制对减小工业炉的能耗非常重要。诸如加热炉各主要过程变量的定量控制,炉温与燃料流量的串级控制,燃料与助燃空气的比值控制以及烟道废气的含氧量控制等,具有很大的节能潜力。
在河南煤业化工集团中原大化公司的工业生产中,风机和水泵是主要的耗电设备。风机的流量控制是通过调节挡板的开度来实现的。然而这种方法能耗较高,经济效益较差,造成设备损坏快,维修难度大,运行费用高。在实际运行中,系统需求的风量会随工况、产量的变化而变化,相当大部分功率消耗在挡板的截流过程中,从而造成能源的极大浪费。
该公司电气车间助理工程师刘炎指出,高压变频调速控制作为一种新型的调速方法,其性能优于其他调速方式,是现代化大型企业广泛采用的一种节能控制手段。高压变频器在中原大化锅炉引风机中的应用所取得的经济效益和社会效益是显而易见的:一方面节约电能损耗,降低了锅炉给水成本;另一方面增大了系统调速范围,提高了系统运行的灵活性,大幅节省了设备的维护费用。另外,变频器高精度、宽范围的无级调速功能,不仅可以全面满足流量的动态调节需要,而且变频器属于高度智能化的新型设备,完全可以实现提高生产效率和机组自动化水平的要求。
刘炎透露,经过变频改造后,在满足锅炉正常运行的情况下,电动机所消耗的有功功率明显减少,从原来的605.36千瓦降到330.52千瓦,下降了274.84千瓦,节电率为45.4%。按0.35元/千瓦时的电价计算,年运行小时数按8680小时计,年可节约电量2385611千瓦时,年节约电费83.4964万元,经济效益相当显著。
提高热效,回收余热也节能
烟气带走的热量占燃料炉总供热量的30%~70%。方晓骅认为,回收烟气余热的最有效和应用最广的方式是采用换热器。我国近年来开发和推广应用的高效换热器有片状换热器、喷流换热器、插入件管式换热器、旋流管式换热器、麻花管式换热器、组合式换热器、煤气管状换热器和蓄热式换热器等。
中国石化股份有限公司天津分公司高级工程师周天表示,在常减压装置中加热炉用燃料能耗炉占装置总能耗的80%左右,而且常减压工艺减排在很大程度上取决于能耗的高低,其中加热炉用燃料耗量的多少就决定了排烟量,同时烟气中二氧化硫含量也就随之呈比例变化,因此提高加热炉热效率是实现常减压装置节能减排的重点。
据悉,中国石化股份有限公司天津分公司炼油部联合二车间常减压装置共有两台管式加热炉,分别是常压加热炉与减压加热炉,热负荷分别为27.8兆瓦和9.2兆瓦。该装置使用的热管式余热回收系统自装置建成投产已使用14年,从目前传热效果及以往设备检修的情况来看,预热器热管损坏失效严重,是造成排烟温度高、排烟热损失大的重要原因。此外,加热炉辐射室及对流室炉管传热效率低,造成加热炉热负荷高。
周天告诉记者,针对上述情况,车间在2008年设备大修中对加热炉余热回收系统进行了整体更新,采用了钢水热管加扰流子两段空气预热/烟气冷却的方式,提高传热效果。同时进行了加热炉燃料系统改造,加热炉炉管更新与除垢,对流室吹灰器维修,预热器吹灰系统改造等。在这些措施实施后,加热炉排烟热损失大幅降低,热效率提高到91%以上,加热炉烟气中二氧化硫含量也得到下降,取得了明显的经济与环境效益。
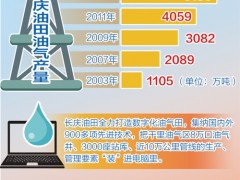
此外,中国石油长庆油田分公司在提高锅炉、加热炉系统效率方面,也摸索出一些宝贵经验。该公司找准节能降耗薄弱环节,大力开展高效节能燃烧器、远红外节能涂料等节能技术应用,尽可能地降低集输系统综合能耗。
中国石油长庆油田分公司油气工艺研究院工程师覃川介绍说,根据2009年节能检测中心的检测,该公司锅炉平均热效率为84.7%,加热炉平均热效率为79.4%,和中国石油平均水平相比还存在较大的差距。部分站点锅炉、加热炉燃烧效率过低,造成能源浪费巨大。
通过分析,长庆油田分公司决定针对能耗高、效率低的简易火嘴更换高效节能型燃烧器,确保空气系数2,确保加热炉节能高效运行;并利用大修时间在油水盘管喷涂远红外节能涂料以提高加热炉热效率,减少燃料消耗量。2010年针对陇东油田热效率不合格的74台加热炉实施了高效燃烧器技术,平均提高热效率达4.16%。2010年对106台加热炉实施了远红外喷涂技术,平均提高热效率达4.07%。